电话:13777023678
座机:0574-88083028
传真:0574-88083029
邮箱:749853304@qq.com
Q Q:749853304
网址:www.willboydforcongress.com
地址:鄞州区投资创业中心金辉西路

打孔,便是在金属材料管件上切各式各样的圆洞、圆孔、椭圆形孔这些,如果是规范板孔,量大得话,选用传统式机器设备数控机床,可以确保打孔的高效率,的确解决了一部分顾客有关打孔层面的技术标准。西湖滨江自动无人切管机可是,伴随着制作工艺精密度规定的提高,如今许多 数控机床早已不可以考虑顾客的规定了,关键缘故是许多 顾客孔的类型许多 ,并且每个板孔的量并不是非常大,假如选用数控机床,专业出模的花费就很高。无人切管机公司此外,数控机床的精密度并不是很高,针对管件略微厚些,精密度规定较为高的原材料,就找不到方向了。

很多用户在咨询激光切管机设备的时候会问到:你们设备能切多厚的管?西湖滨江自动无人切管机其实不同功率的激光切割机,切割能力及切割范围都不一样,那么,在选择合适的激光切割设备时,如何选择其功率呢?无人切管机公司市场上用到激光切管机加工金属管材多数在10mm以下,少数会超过这个厚度。1)经常加工厚度超过10mm建议选用4000W-6000W;2)厚度5-8mm 可选2000W-3000W;3)小厚度可选500-1000W.。

切管机应放置在牢固的基本上。西湖滨江自动无人切管机先要满载运行,开展查验、调节,确定运行一切正常,即可工作。应按生产加工管经采用板牙头和板牙,板牙应按序放人,工作时要选用润滑脂润化板牙。工作中应选用软毛刷消除切削,不可敲击震落。工作后应断开开关电源,锁上总闸箱,并搞好日常保养工作中。当产品工件外伸液压卡盘内孔的长短太长时,后侧应改装輔助固定支架,并调节好高宽比。断开工作时,不可在转动摇杆上延长力臂;切平管子端尾时,不可下刀过快。无人切管机公司当零件加工的管经或椭圆形度很大时,应2次下刀。
切管机的激光切割速率范畴可依照机器设备表明选中或用试验来明确,由于原材料的薄厚度,材料不一样,溶点高矮,导热系数尺寸及其溶化后的界面张力等要素,激光切割速率也相对的转变。西湖滨江自动无人切管机当激光切割速率太低时,由于激光切割处是低温等离子弧的阳极氧化,以便维护保养电孤本身的不随便,阳极氧化黄褐斑或阳极氧化区必然要在离电孤近期的割缝四周寻找传导电流地区,另外会向水射流的轴向传送大量的发热量,无人切管机公司因而使创口变大,创口两边溶化的原材料在底缘会萃并凝结,产生不容易清除的挂渣,并且创口上缘因加温熔融过多而产生圆弧。

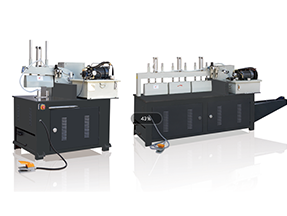
1.全自动上料,节约人工服务,提升生产率:该机分成光纤激光切割与智能化自动上料机两一部分构成,先将原材料开展简易排序进到智能化供料机,激光切割时系统软件全自动持续上料,全自动定长给料二根原料自动检索料头并摘除。西湖滨江自动无人切管机2.边角废料盲点小,节省原材料,降低工艺流程:简易与众不同的给料方法,当管件处在供料机一次没法再次给料时,事后管件将再次促进当今管再次给料进行边角废料激光切割,无人切管机公司该设备一切正常激光切割边角废料≤40mm,远小于销售市场大部分型号220Mm-300mm边角废料标值,降低了原材料耗损,省掉边角废料解决工艺流程。3.激光切割速度更快、提升工作效能